免费服务热线:
新闻中心
NEWS CENTER联系我们
CONTACT US联系人:户经理
手 机:13833734660
电 话:13833734660
地 址:河北省沧州市泊头市经济开发区大魏庄村
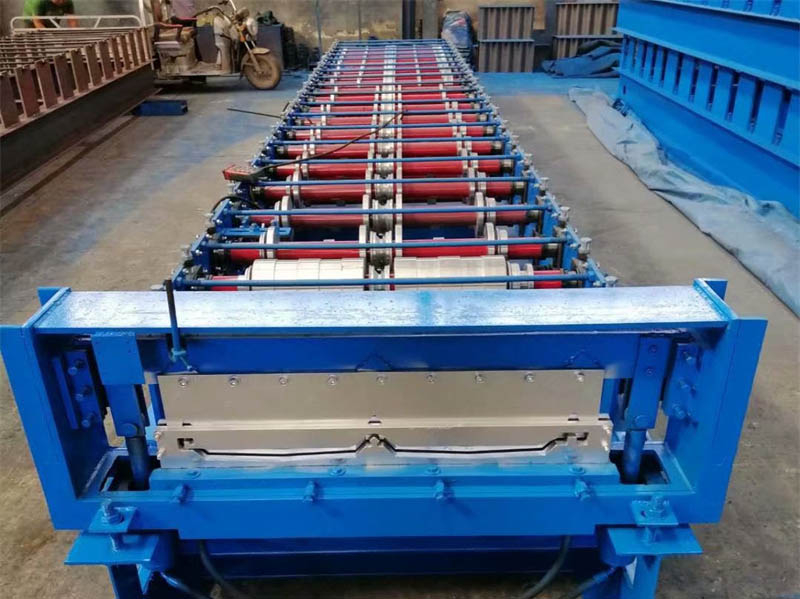
校平机在矫直过程中,矫直辊在轧制时的抖动和相邻矫直辊半径差过大引起的波动问题。可以实施检查矫直辊使用情况、承认直径误差、重新分配和调整辊压力的常见解决方案和预防方法。 常见的缺陷还有曲折,上下辊系压力分配不合适或是一、二辊压力分配过小造成的矫直后的型钢发生上下曲折的主要原因。针对这个问题,可以调整矫直机上五个滚轮的压力分布关系,将一个或两个滚轮的压力分布一起增加,这是一个有力的方法。 校平机在铝制品加工中受到广大厂家的青睐,是钢板校平的主要设备。无论是生产工艺还是输出功率,都是一台无可挑剔的机器。但不能说它没有缺陷,更常见的缺陷是成品的变化。上辊系统压力分布小,校平孔错位会引起钢材校平发生变化。我们可以通过适当上辊压力,经常观察上下辊对中情况,避免错位。 如果找平道口错位,可能是钢材左右扭曲了。可以调整上下滚轮的通过,使它们对齐。造成中间部分波动的主要原因有: 1、相邻校平辊直径相差太大。 2、校平孔型的处理为不准确,造成校平辊不圆或装置间隙过大,轧制过程出现上下跳动;上辊系统压力分布不均。 3、校平机发生腿部波涛的主要原因是校平辊道次不对中和轴向位移大。可以重新调整校平辊,检查设备是否符合工艺标准,以轴向移动。
服务热线